分條機的類型: 1.平行刀片剪切機。這種剪切機的兩個刀片是平行的。它通常用于橫向切割初軋坯(方形板坯)和其他方形。矩形截面的鋼坯也被稱為鋼坯剪切機。此類剪切機有時還使用兩個成型刀片來冷剪軋件(如圓管坯和小圓鋼等)。此時,刀片的形狀與被剪軋件的截面形狀相適應。 2.斜刀片剪切機。這種剪切機的兩個刀片,上刀片傾斜,下刀片水平,相互形成一定的角度位置。上刀片的傾斜度為1°~6°。該剪切機常用于冷剪熱剪切鋼板、帶鋼、薄板坯、焊管坯等。有時它也被用來切割成束的小鋼。 軋制空腹窗料時,用斜刀片剪切機剪切帶鋼的頭部和尾部(用帶鋼不切頭尾時),焊接成大卷帶鋼。 斜刀片剪切機將上刀片傾斜,下刀片水平,目的是減少與剪切件的剪切接觸長度,從而降低剪切力,減少剪切機的體積,簡化結構。斜刀片剪切機的主要參數包括:剪切力。刀片傾斜角。刀片的長度和剪切次數。這些參數是根據軋制件的尺寸和機械性能來確定的。
日期:2023-08-18 01、膠帶分?切機在運用之前應先查看各作業位是否調整穩妥,需潤滑部位,應提早加注潤滑油脂,一起還應堅持膠帶分切機上刀具是否尖利。 2、膠帶分切機在作業之前還應查看機器有無失常并將欲加工訂單提早輸入電腦排單查驗。 3、膠帶分切機在開機之前,操作人員應該應先保證其周圍沒有其他人員,以免誤傷其他人員。
日期:2023-08-17 0跟隨條機設備的生產運轉,其中距離套、刀等有一定的配合誤差。一般情況下,距離套、刀具等厚度的精度為0.005。當配合刀片的時間越長,累積誤差越大。 切割后的產品寬度總比配刀的制品面尺寸略高于配刀面尺寸。所以需求提前做出了良好的差值。確定工件邊配刀時的距離套的尺度時參考。同時也要考慮剪裁方法的選擇。
日期:2023-08-17 0涂布機工作原理及特點: 涂布機用于BOPP封箱膠粘帶的涂布生產。將成卷的基材涂上一層特定功能的膠、涂料或油墨等,并烘干后收卷。它采用專用的高速涂布頭,能有效降低氣泡的產生,涂布機的收放卷均配置全速自動接膜機構,張力閉環自動控制。
日期:2023-08-16 0一、工人在進行拆卸、維護和維修時,最好不要佩戴耳環、手表、項鏈和手鐲等導電飾物,以防發生事故。 二、熱熔膠涂布機檢修前,必須切斷熱熔膠涂布機上的用電設備和外部主電源,不得帶電作業。 三、除非您對設備的性能有足夠的了解,否則不要拆卸、檢查和調整熱熔膠涂布機上的任何零件。
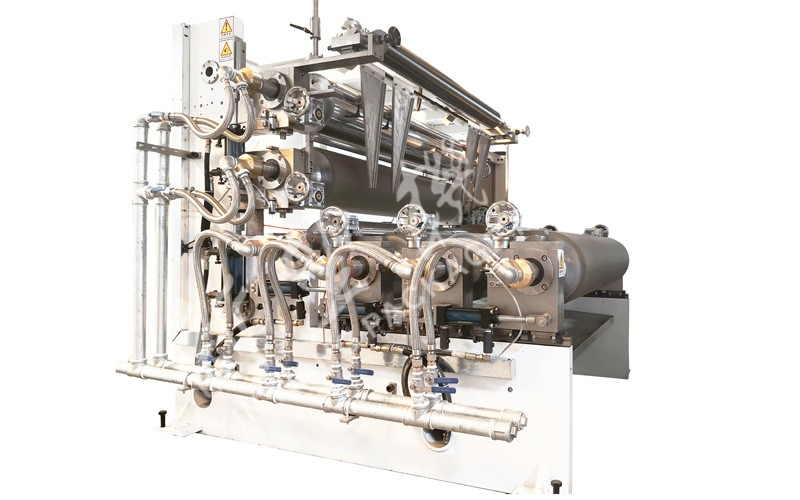
日期:2023-08-16 01.橡膠軟管裂開,將會橡膠軟管自身 就存有產品質量問題,分條機把磨頭卸下來,再次換掉一條橡膠軟管。 2.密封環出現空隙,這種情況需要在密封環上淋上整圈密封劑多方面分密封性。
日期:2023-08-16 0分條機刀片的更換次數要依據依據應用狀況來判斷的,當紙巾切紙機裁剪抵抗力增加,裁剪響聲有顯著轉變時就表明刀片占用鈍了,理應立即更換修磨。分條機刀片是用于激光切割商品,因為它擁有銳利的層次感,才可以把商品激光切割得既快速。因此,在很多生產加工起來來看,分切割刀的維護保養是一種比實際操作刀片至關重要的工作中,一旦分條機刀片的銳利性越來越太差的情況下,加工廠的總體生產率必定會遭受非常大水平的危害,也不利商品的生產加工和市場銷售。
日期:2023-08-16 0在分條機上運行分割的半成品加工是一個放卷與放卷的加工工藝全過程,此全過程包含設備的運行速率操縱與張力操縱2個一部分。說白了張力是為了更好地牽引帶鋁鉑并將其按規范卷到卷芯上,務必給鋁鉑釋放一定的拉申并漲緊的驅動力,在其中漲緊鋁鉑控制能力即是張力。張力操縱就是指可以長久地操縱鋁鉑在機器設備上運輸時的張力的工作能力,這類操縱對設備的一切運作速率都務必維持合理,包含設備的加快、降速和均速。即便 在緊急制動狀況下,它也是有工作能力確保鋁鉑不造成分毫損壞。分塊機張力操縱基礎為手動式張力操縱,全自動張力操縱。
日期:2023-08-14 0涂布作業按涂布機與造紙機的關系分為機內式和機外式:按涂布次數分為單層涂布和雙層涂布: 機內式涂布是在造紙機上裝有涂布機,使造紙與涂布連續進行;雙層涂布的紙張比單層涂布的紙張具有更好的印刷適性,能提高涂布紙的質量。 涂布方式有兩種,一是通過多次濕壓濕的操作在絲網上涂布感光乳劑;或是在每次涂布之后加上干燥的過程。在材料表面上定量涂布粘合劑或涂料等液體(或熔體)高分子材料的機械。
日期:2023-08-14 0涂布機主要用于薄膜、紙張等的表面涂布工藝生產,此機是將成卷的基材涂上一層特定功能的膠、涂料或油墨等,并烘干后收卷。 它采用專用的多功能涂布頭,能實現多種形式的表面涂布產生,涂布機的收放卷均配置全速自動接膜機構,PLC程序張力閉環自動控制。
日期:2023-08-14 01.定期檢查卸卷軸及廢料軸剎車片,發現剎車片過度磨損時,應立即更新。 2.各部傳動鏈、齒輪缺油時,應立即注黃油。 3.齒輪包內部齒輪于機器出廠,即已黃油潤滑,需每半年潤滑一次。 4.定期查看減速機的潤滑,發現減速機缺油時,應立即加注齒輪油。 5.定期檢查卷取軸上襯套與軸的潤滑,潤滑時,應用無腐蝕的潤滑油潤滑。 6.每月檢查氣源處理器有無異常,缺油時,應用無腐蝕的潤滑油潤滑。 7.請勿用有腐蝕的化學品擦拭壓花輪、橡膠輪、卷取軸。 8.定期檢查各部分螺絲是否松動1.定期檢查卸卷軸及廢料軸剎車片,發現剎車片過度磨損時,應立即更新。 2.各部傳動鏈、齒輪缺油時,應立即注黃油。 3.齒輪包內部齒輪于機器出廠,即已黃油潤滑,需每半年潤滑一次。 4.定期查看減速機的潤滑,發現減速機缺油時,應立即加注齒輪油。 5.定期檢查卷取軸上襯套與軸的潤滑,潤滑時,應用無腐蝕的潤滑油潤滑。 6.每月檢查氣源處理器有無異常,缺油時,應用無腐蝕的潤滑油潤滑。 7.請勿用有腐蝕的化學品擦拭壓花輪、橡膠輪、卷取軸。 8.定期檢查各部分螺絲是否松動1.定期檢查卸卷軸及廢料軸剎車片,發現剎車片過度磨損時,應立即更新。 2.各部傳動鏈、齒輪缺油時,應立即注黃油。 3.齒輪包內部齒輪于機器出廠,即已黃油潤滑,需每半年潤滑一次。 4.定期查看減速機的潤滑,發現減速機缺油時,應立即加注齒輪油。 5.定期檢查卷取軸上襯套與軸的潤滑,潤滑時,應用無腐蝕的潤滑油潤滑。
日期:2023-08-14 0分?切機的話,就和切割機差不多,一大卷的膠帶,要什么尺寸的就直接切。 分條機的話,主要切一下,比如說帶離型紙的膠帶 ,大卷膠帶的話,有一個軸放料,另有一個軸收卷,中間過刀。
日期:2023-08-14 0
新望二維碼

地址:廣東省東莞市企石鎮東平村大興路151號

網址:www.europeancup.cn

+86-769-86780883/86723139/86736139

售后服務專線:0769-86738139致電總機轉808

郵箱:webmaster@xinwang-dg.com
國內業務:0086-769-86780883
外貿業務:0086-769-86780883轉886/830/818
市場營銷部經理/內貿:139-2685-1812(伍經理)
市場營銷部經理/外貿:135-0981-9098(羅經理)
版權所有:東莞市新望包裝機械有限公司 粵ICP備 05035041號??技術支持:競爭力網絡![]()
本網站部分素材來源于網絡,如有侵權,請立即聯系刪除





 在線咨詢
在線咨詢